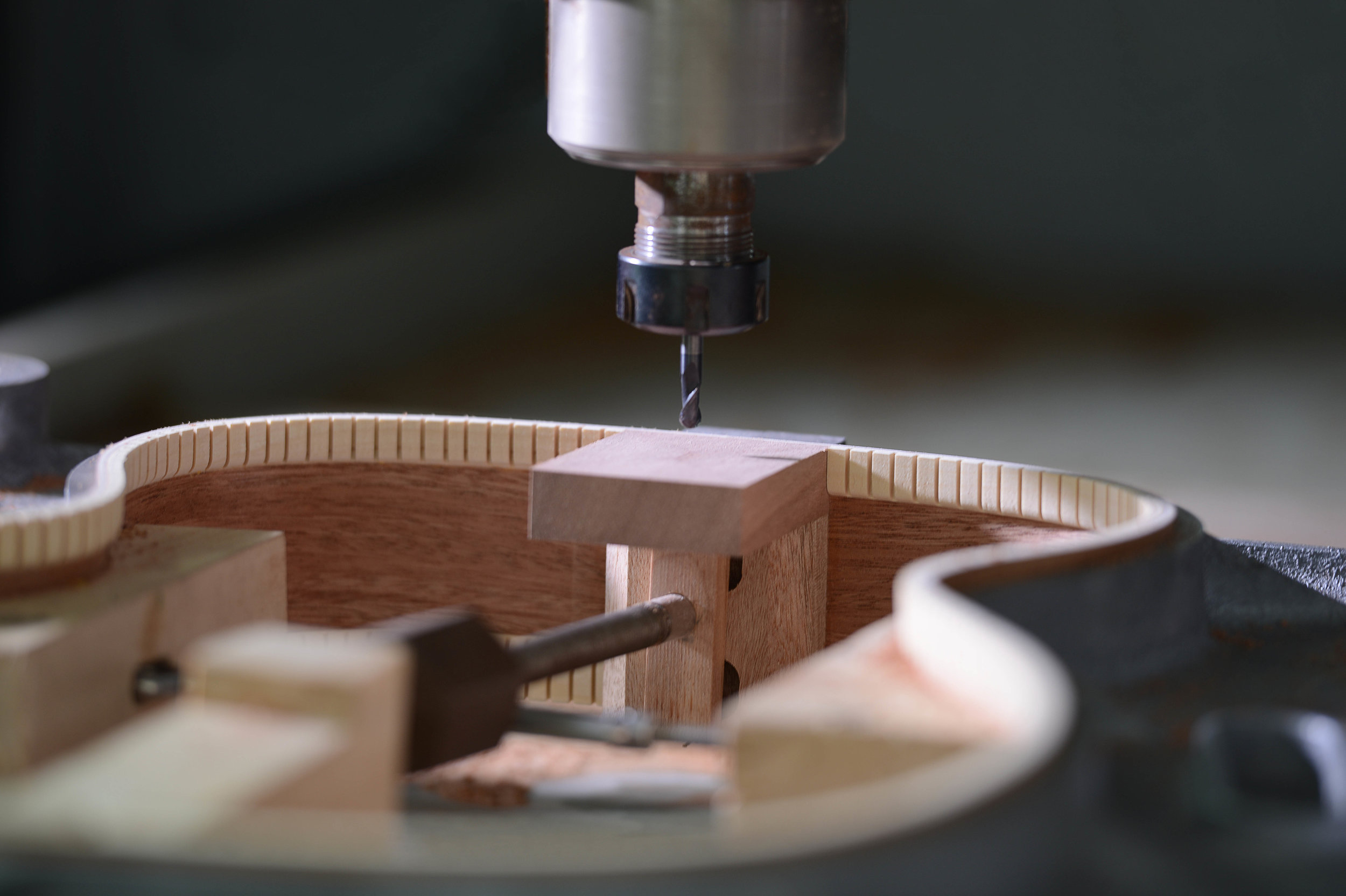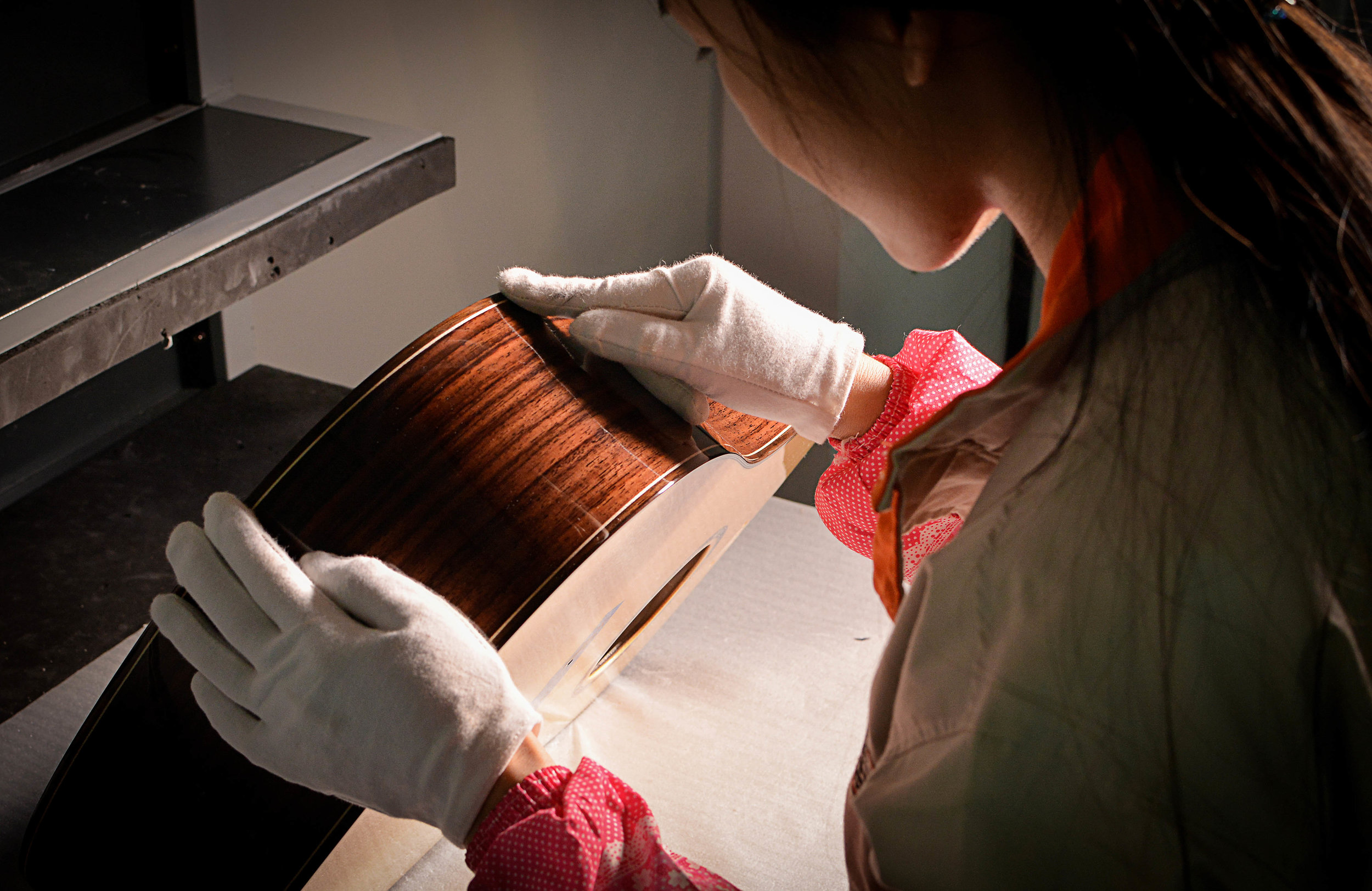
How We Build Your Guitar
What sets Kepma apart from other guitar "manufacturers" is our tireless commitment to manufacturing excellence. In our 10 year history, we have developed manufacturing methods and procedures for guitar making that are more precise than 99% of the makers out there. Our processes ensure that your Kepma Elite Series guitar is undeniably the most perfect instrument you've ever had in your hands.
We are one of the world's top builders of guitars. It's all we do, and we've been at it for over 10 years now. Put a Kepma Guitar in your hands and you'll instantly 'feel' our passion and commitment to making the best possible quality guitar.
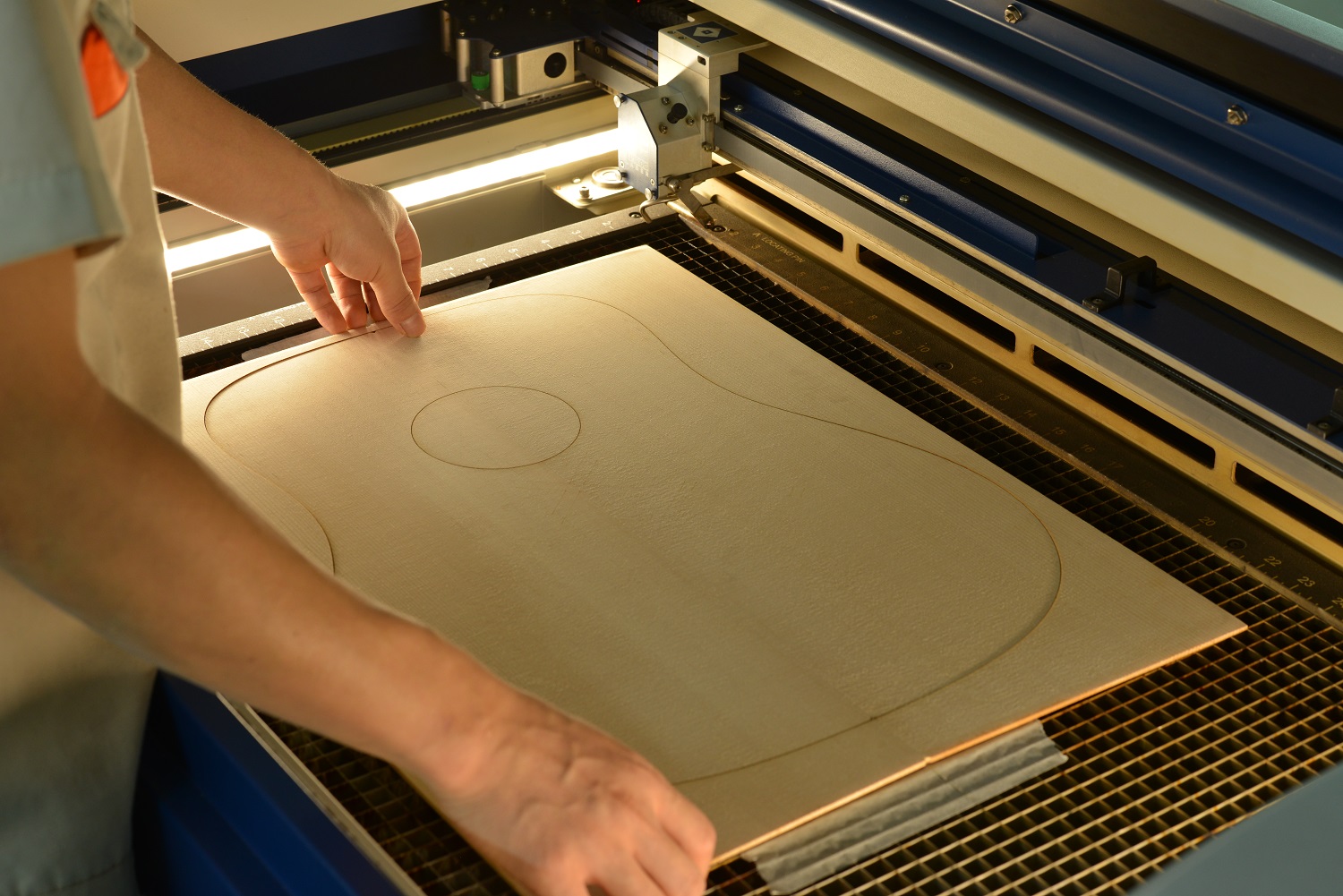
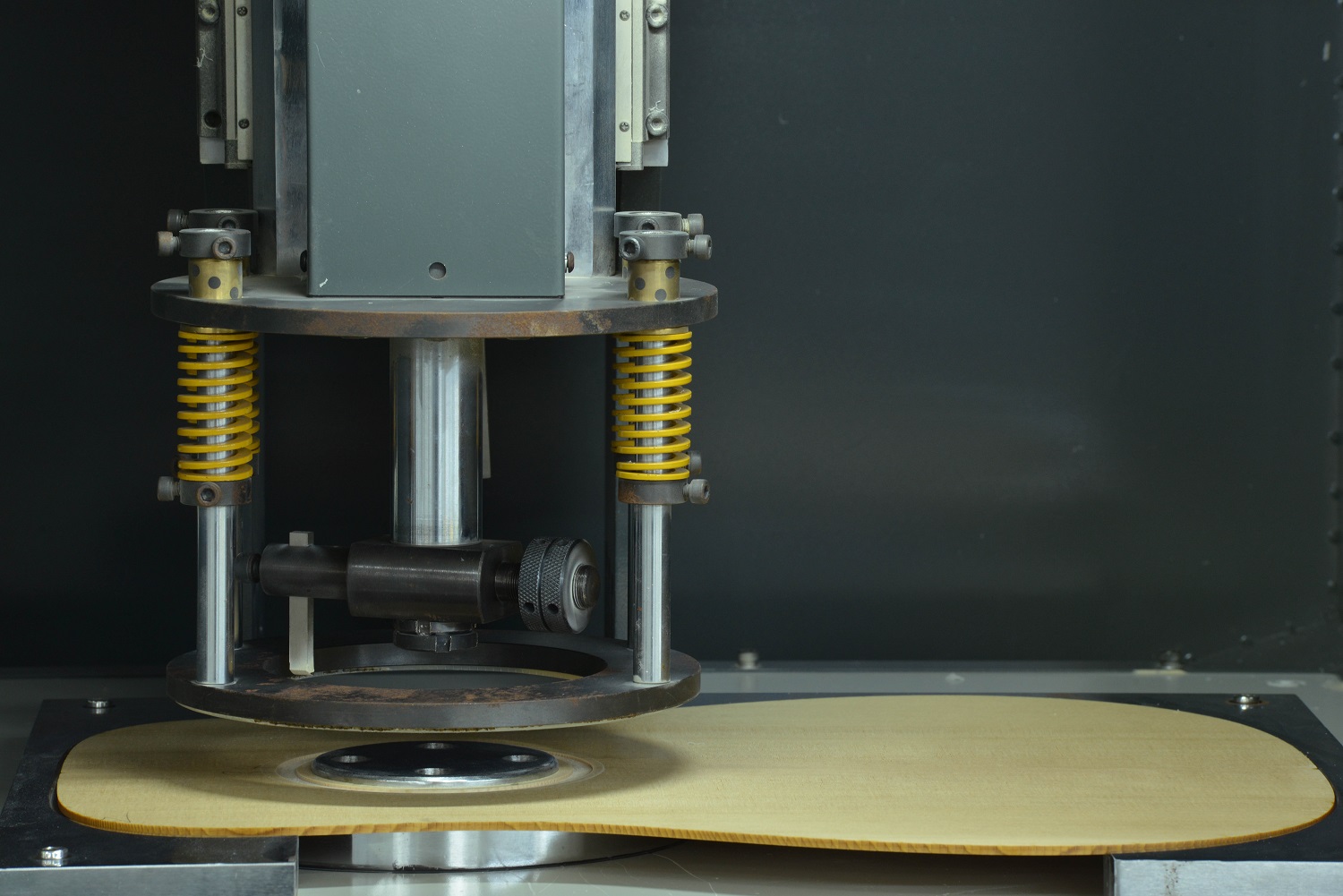
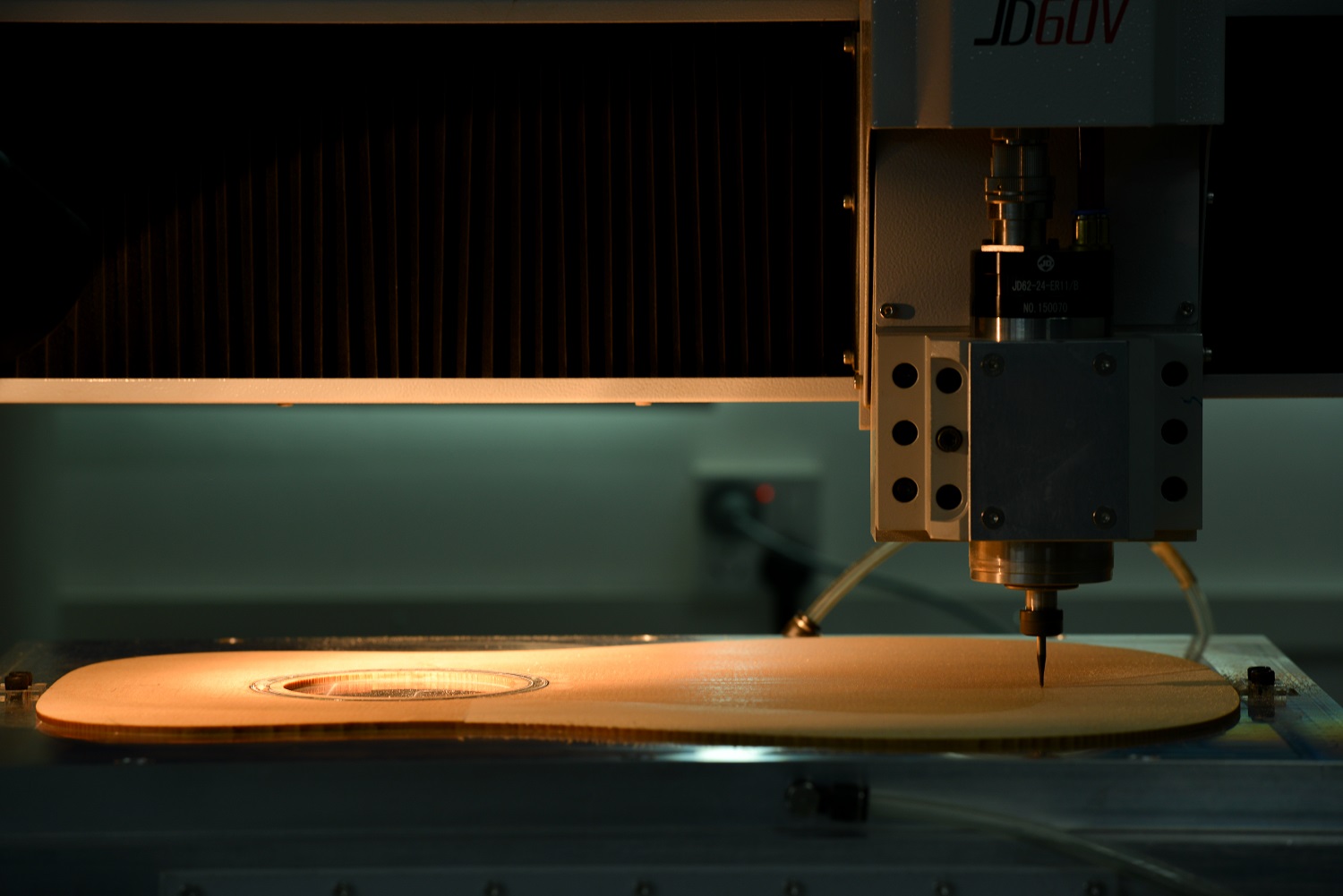
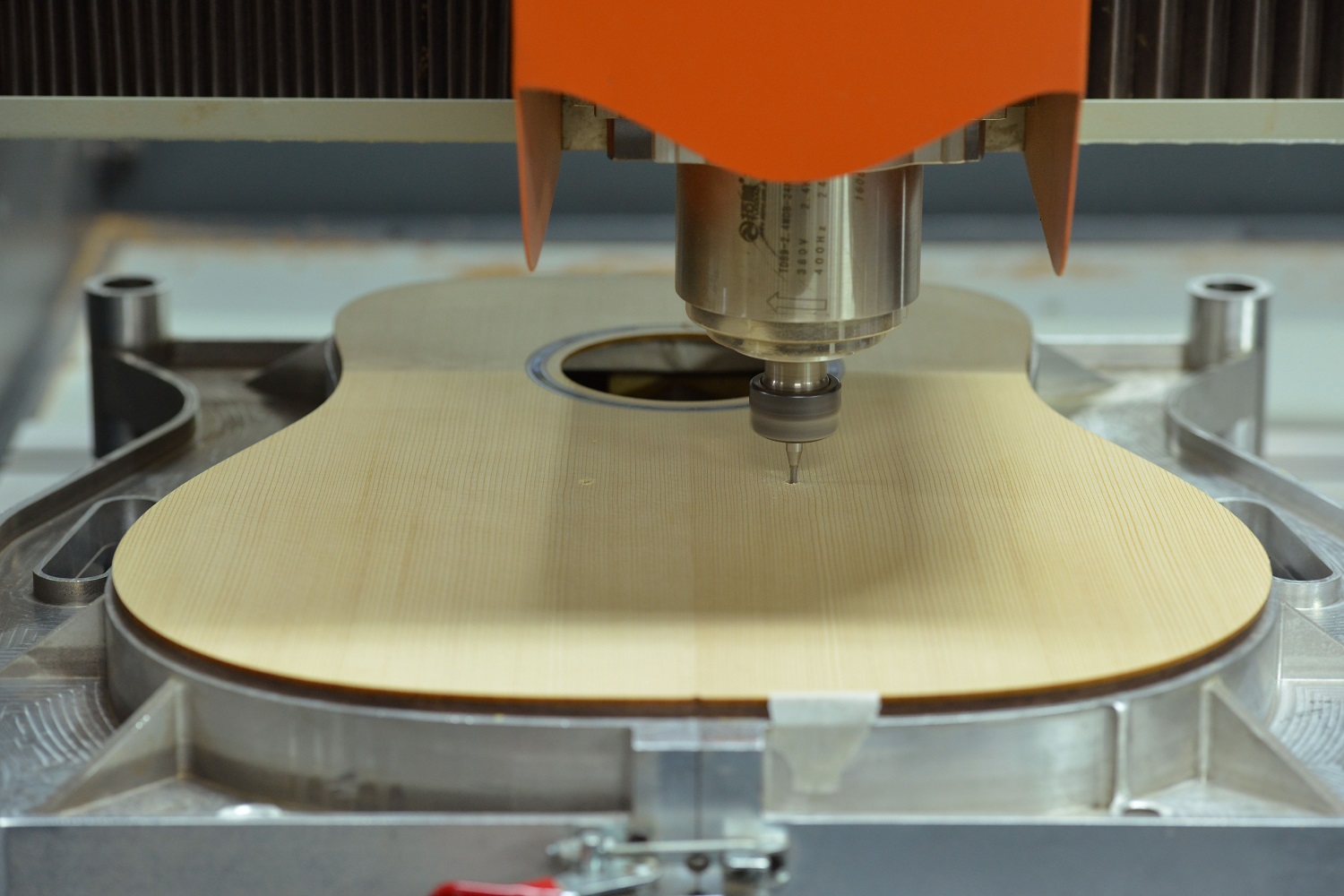
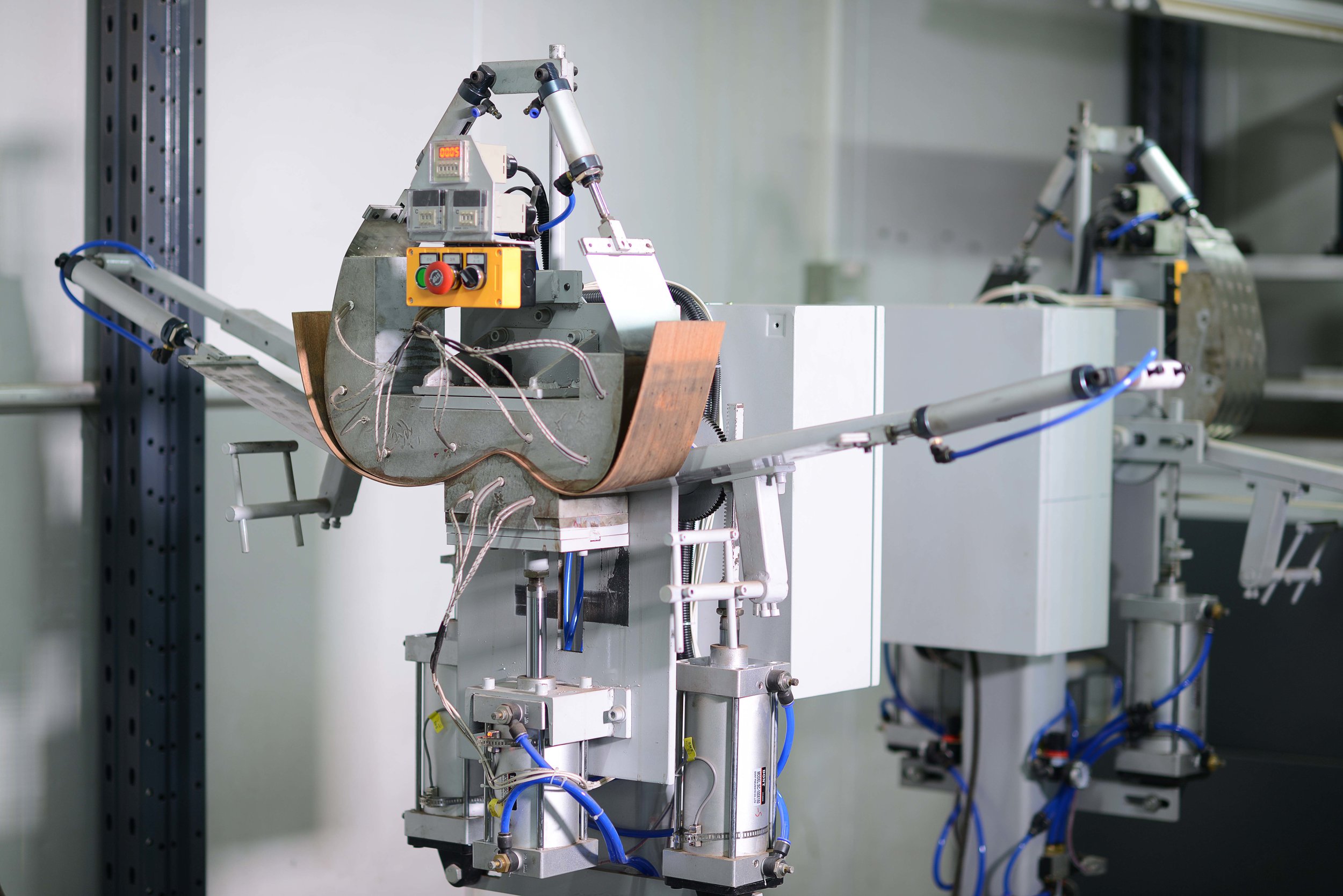
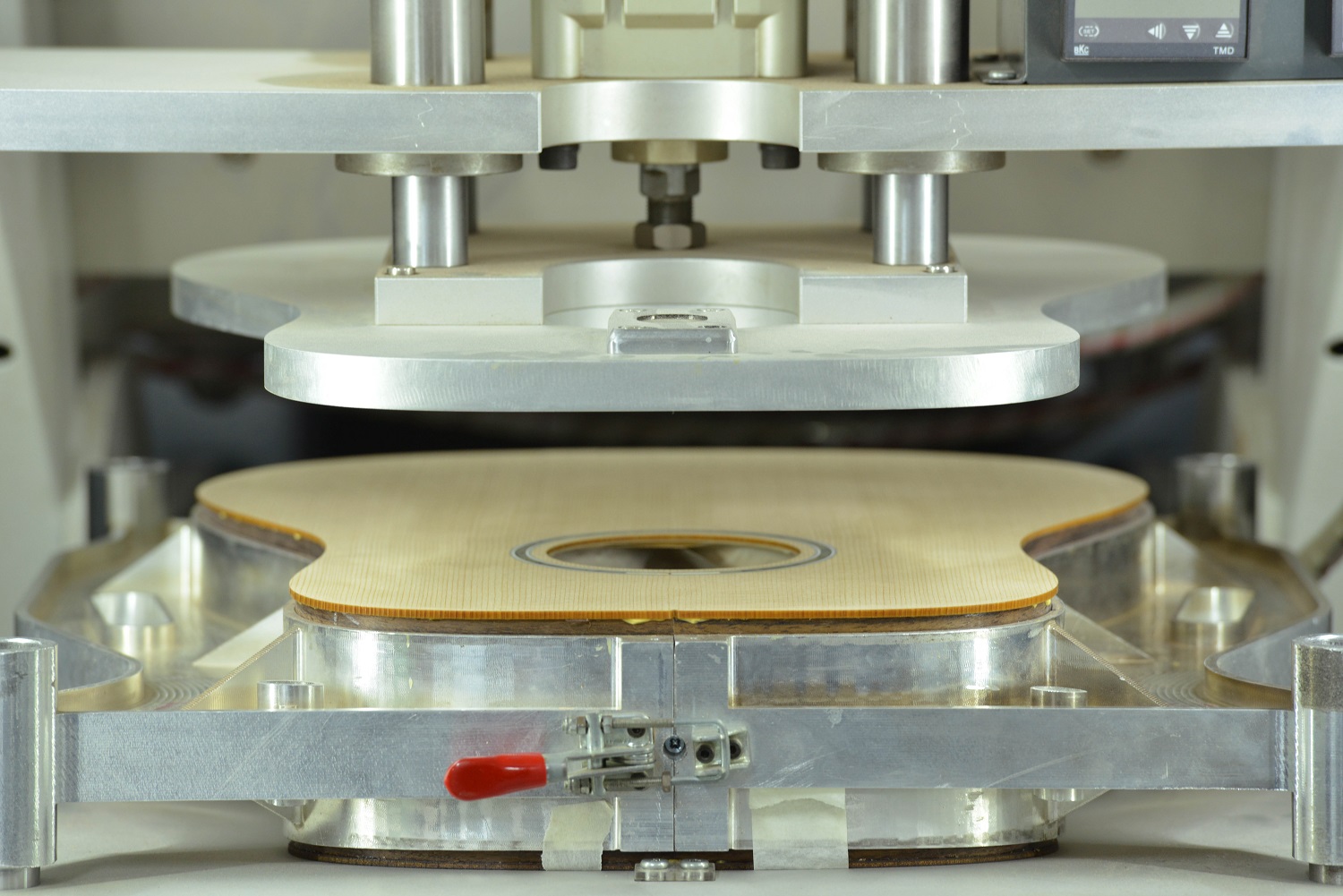
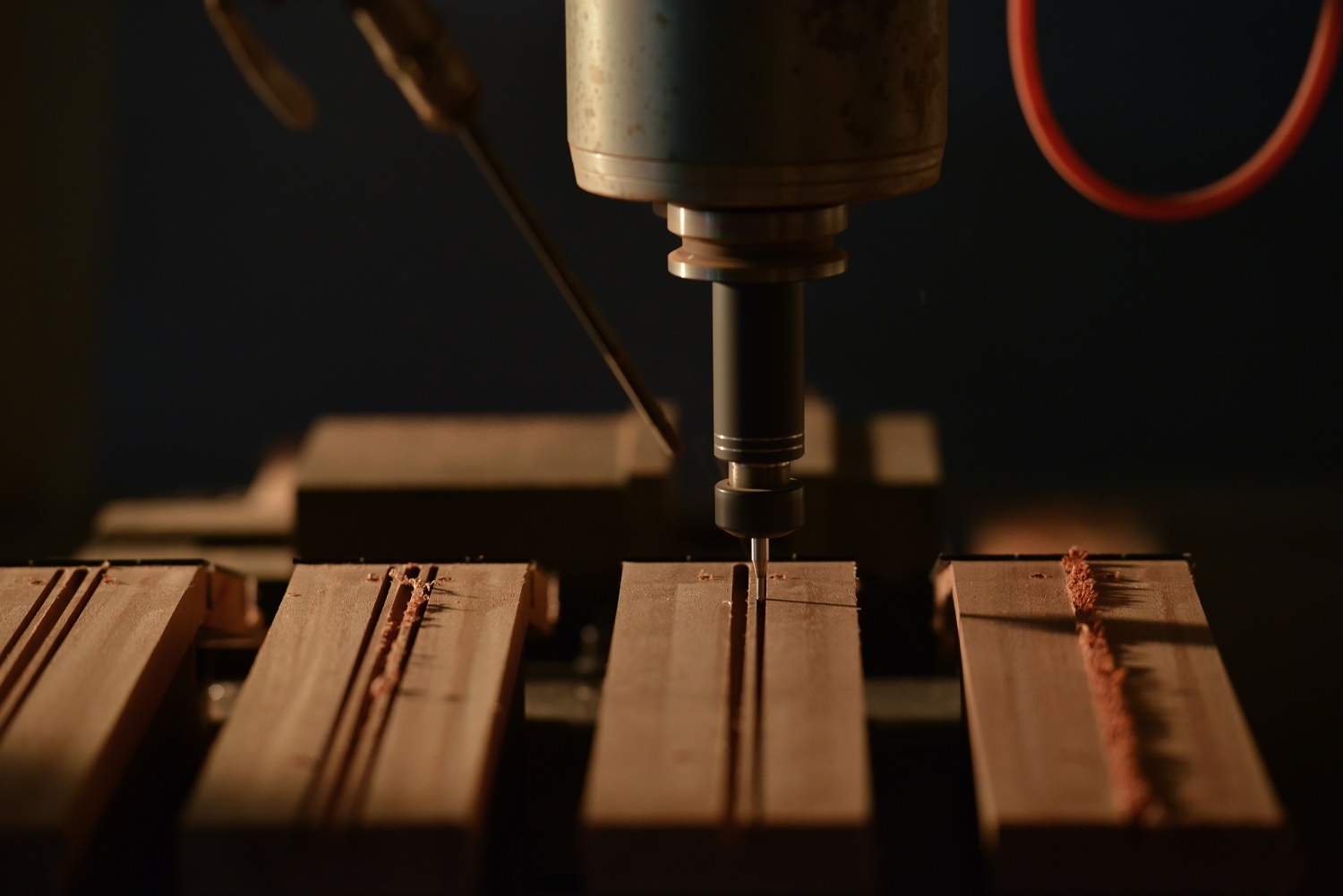
Watch how Kepma Elite Guitars are made, start to finish…